Industrial Conveyor Systems for Warehouse Operations
Conveyor Systems for Warehouse Material Flow
Why Choose Conveyor Systems?
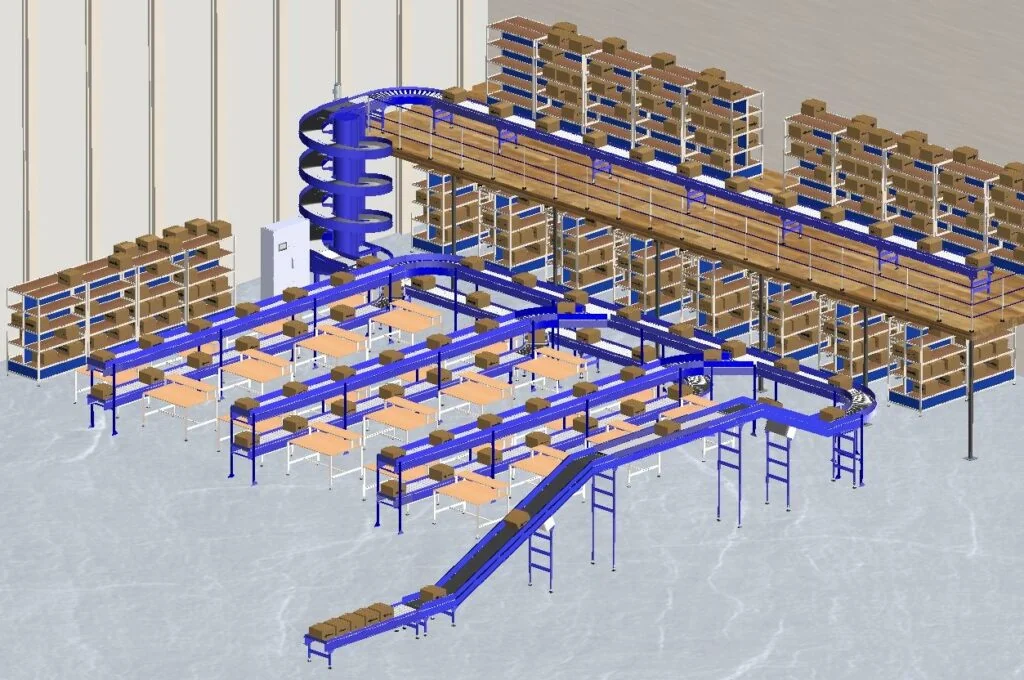
Conveyor systems are the foundation of efficient order fulfillment and material flow. They eliminate the need for workers to carry, push, or move product manually through a facility, redirecting that labor to higher-value tasks. We design and install belt conveyors, roller conveyors, gravity flow conveyors, and accumulation systems for warehouses, distribution centers, and manufacturing facilities. Our systems integrate with pick stations, sorters, packing stations, and shipping docks to create a seamless material flow from receiving to dispatch. The ROI on conveyor automation is well-documented. Facilities that transition from manual cart-based picking to pick-to-belt conveyor systems consistently report throughput increases of 25–50% with the same headcount. Sortation conveyors eliminate manual divert decisions, reducing errors and improving order accuracy. Gravity conveyor in shipping staging areas reduces the physical demand on workers at the end of the fulfillment line, decreasing fatigue-related errors during peak shifts. Rocky Mountain Warehouse Solutions designs conveyor systems scaled for facilities of all sizes, from a simple 50-foot gravity roller line connecting a pick area to a packing station, to fully integrated multi-level pick module conveyor networks with automated sortation. We work with your operations team to understand your product profile, throughput requirements, and WMS integration needs before specifying a system, ensuring the conveyor investment delivers measurable performance improvements.
- Reduces labor cost for product movement
- Increases throughput and order accuracy
- Integrates with pick, pack, and ship operations
- Gravity, belt, and powered roller options
- Modular and expandable systems
- Compatible with WMS and sortation systems
- Designed and installed by certified integrators
Technical Details & Buying Guide
Belt conveyors are the most versatile type for general material handling. A continuous belt driven by a motor at the head pulley moves product at a consistent speed, typically 30–100 feet per minute. Belt conveyors handle a wide variety of product sizes and shapes, including items that would not roll on a roller conveyor. They are used for inclines, declines, and merges, and can be configured with tracking corrections and take-up assemblies for long runs. Belt width is selected based on the largest product dimension being conveyed, typically ranging from 10 to 36 inches.
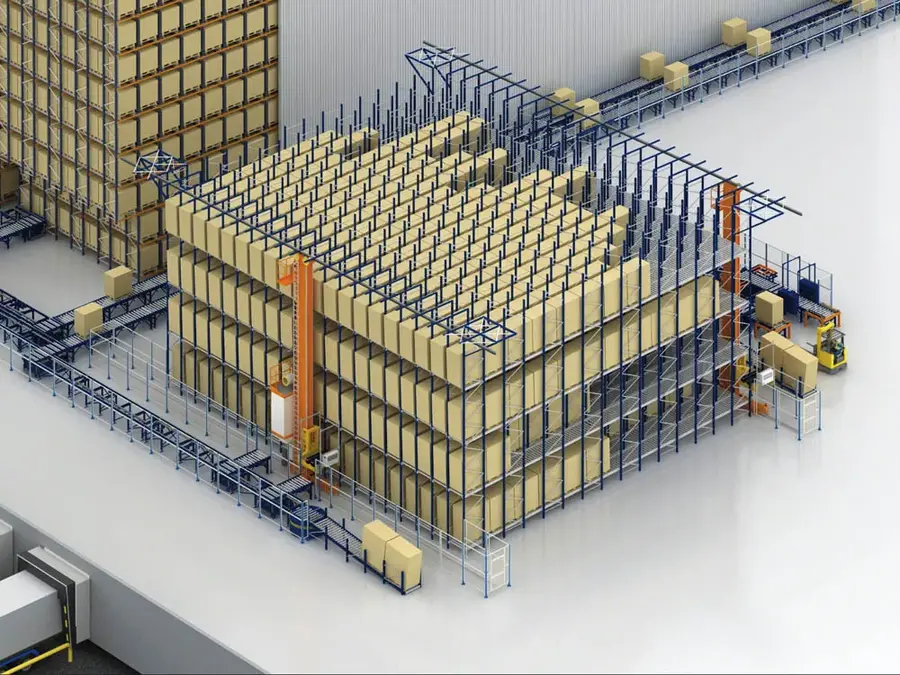
Roller conveyors use either gravity (inclined) or powered rollers to move product. Powered roller conveyors (MDR, motor-driven roller) use individually powered rollers controlled by a PLC to create zone accumulation, where product queues in a zone without back-pressure contact with the upstream item. This zero-pressure accumulation is critical for fragile products and pick-to-belt applications where cartons need to build up smoothly at pack stations. MDR systems are highly energy-efficient and allow precise speed and zone control via network PLC integration.
Sorters are a specialized conveyor type that divert product from a main line to one of multiple take-away lines based on a scan read (barcode or RFID). Common sorter types include cross-belt sorters for gentle handling of irregular items, pop-up wheel sorters for right-angle divert of flat-bottomed cartons, and tilt-tray sorters for high-speed retail sortation. System throughput requirements, product dimensions, and divert angle determine the appropriate sorter technology. We size systems using throughput modeling based on your SKU profile and peak order volume.


Industries We Serve
Common Use Cases



Frequently Asked Questions
What types of conveyors are used in warehouses?
The most common warehouse conveyor types are gravity roller (product slides downhill), belt conveyor (motorized belt moves product), powered roller (motorized rollers move product on a flat surface), and accumulation conveyor (allows product to queue without back-pressure damage). The right type depends on product weight, size, and throughput requirements.
How do conveyor systems integrate with warehouse management software?
Modern conveyor systems integrate with WMS via barcode scanners, RFID readers, and PLC controllers. Scanned product data triggers sortation decisions, routing cartons to the correct pack station, shipping lane, or storage zone automatically. Most systems communicate via standard protocols like Ethernet TCP/IP or industrial fieldbus networks.
What products are not suitable for conveyor systems?
Very heavy pallets, unstable or unsupported loads, loose or irregular items without a flat bottom, and items that exceed the conveyor width or weight capacity are not suitable for standard conveyor systems. Most conveyors are designed for cartons, totes, and cases with a flat bearing surface and consistent dimensions.
Can conveyor systems be expanded after initial installation?
Yes. Well-designed conveyor systems are modular. Sections can be added, extended, or reconfigured as your operation grows. We design systems with future expansion in mind, including specifying motor drives and electrical panels with capacity headroom, and planning takeaway locations for future sorter or accumulation zone additions.
What is a pick-to-belt conveyor system?
A pick-to-belt system places a conveyor belt at the pick face so workers can place picked items directly onto the belt, which carries them to a pack station without a cart. This eliminates the time spent pushing a cart through the warehouse and typically increases pick productivity by 25–40% compared to cart-based picking.



Is Conveyor Systems Right for Your Facility?
- Available options: New, certified used, and custom-configured systems
- Installation: Professional installation and teardown by our trained crews
- Layout support: CAD-based warehouse layout assistance included
- Service area: Utah, Nevada, Idaho, Colorado, Arizona, Wyoming, and Montana
- Response time: Quote within 1 business day. Site visits available.
Available in major service areas
- Conveyor Systems in Albuquerque, NM
- Conveyor Systems in Billings, MT
- Conveyor Systems in Boise, ID
- Conveyor Systems in Boulder, CO
- Conveyor Systems in Bozeman, MT
- Conveyor Systems in Casper, WY
- Conveyor Systems in Cheyenne, WY
- Conveyor Systems in Clearfield, UT
- Conveyor Systems in Colorado Springs, CO
- Conveyor Systems in Davis County, UT
- Conveyor Systems in Denver, CO
- Conveyor Systems in Evanston, WY
- Conveyor Systems in Flagstaff, AZ
- Conveyor Systems in Fort Collins, CO
- Conveyor Systems in Glendale, AZ
- Conveyor Systems in Grand Junction, CO
- Conveyor Systems in Henderson, NV
- Conveyor Systems in Idaho Falls, ID
- Conveyor Systems in Laramie, WY
- Conveyor Systems in Las Vegas, NV
- Conveyor Systems in Layton, UT
- Conveyor Systems in Lehi, UT
- Conveyor Systems in Logan, UT
- Conveyor Systems in Meridian, ID
- Conveyor Systems in Mesa, AZ
- Conveyor Systems in Nampa, ID
- Conveyor Systems in North Las Vegas, NV
- Conveyor Systems in North Salt Lake, UT
- Conveyor Systems in Ogden, UT
- Conveyor Systems in Phoenix, AZ
- Conveyor Systems in Pocatello, ID
- Conveyor Systems in Prescott, AZ
- Conveyor Systems in Provo, UT
- Conveyor Systems in Pueblo, CO
- Conveyor Systems in Reno, NV
- Conveyor Systems in Salt Lake City, UT
- Conveyor Systems in Scottsdale, AZ
- Conveyor Systems in Spanish Fork, UT
- Conveyor Systems in Sparks, NV
- Conveyor Systems in St. George, UT
- Conveyor Systems in Twin Falls, ID
- Conveyor Systems in West Valley City, UT
Related Products
Ready to upgrade your warehouse?
Our team of warehouse experts is ready to help you find the perfect solution for your facility. Contact us today for a free consultation and layout.